
高温蒸煮的原理及应用
(一)基本原理
按照微生物的一般致死原理,微生物在高于其生长温度区域最大值的热环境中,必然受到致命的损害,且随着受热时间的延长而加剧,直至微生物死亡
(二) 高温灭菌是最为常见的灭菌方式,主要有以下几类划分方式
1. 按温度时间分类为:
级别 | 分类条件 | 备注 |
水煮级 | 产品使用温度耐100℃沸水 | 杀菌时间30min |
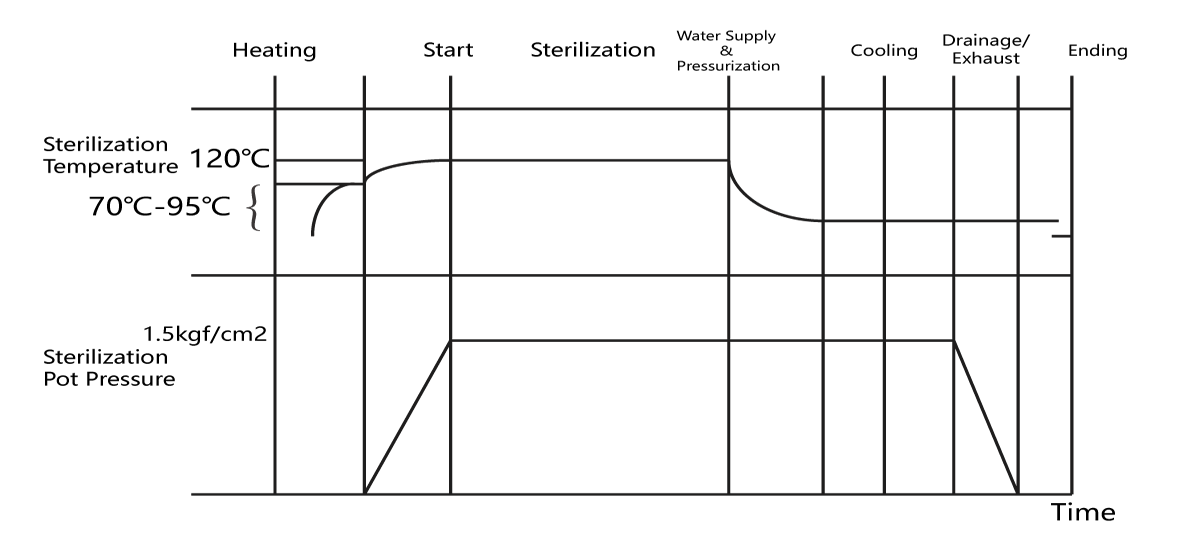
中温蒸煮级 | 产品使用温度耐121℃以下蒸煮杀菌(含121℃) | 杀菌时间40min |
高温蒸煮级 | 产品使用温度耐135°C以下高温杀菌(含135℃) | 杀菌时间30min |
2. 蒸煮袋,在美国FDA称其为“高温复合物”(High Temperature Laminates),的温度分级,国外比较一致的做法是把它分成三档:
按FDA标准分类
级别 | 时间条件 | 内容物货架期 |
121°C高温蒸煮袋 | 121°C下保持20~60min | 6个月以上 |
135°C高温蒸煮袋 | 135°C的温度保持约20min | 1~2年 |
140°C的超高温 | 140°C下一般只要2~5min | 加热方式为微波形式加热杀菌2年以内 |
(三) 应用
在食品生产加工过程中,始终存在着两种熟制工艺,即高温高压杀菌和低温常压杀菌。低温杀菌的肉食品由于加热温度低,食品的纤维未被破坏,因而口感鲜嫩,各种营养成分保存较好;但由于其只杀死了致病菌,仍存在大量腐败菌,不仅保质期短,而且极易造成流通领域中的损耗。高温杀菌的食品因加热温度高而使食品过度收缩,口感不如低温杀菌制品,但因其杀死了所有细菌,消除了腐败的内因,可大大延长保质期。
高温蒸煮是一种彻底的杀菌工艺,广泛用于肉类、豆制品、部分医疗用品及医药针剂的消毒处理延长保质期。近年来此工艺也逐步用于熟板栗、谷浆饮料、婴儿果蔬泥等食品的杀菌处理。高温蒸煮杀菌温度范围-般在121~135℃之间,目前也有满足145℃超高温杀菌的软包装材料的研究研究资料显示在145℃条件下只要保持 3min 左右的处理时间,能把耐热的芽抱肉毒杆菌类有害病菌彻底杀灭,随此而产生的复合软包装材料也得到了广泛地应用。
根据包装内容物的消毒杀菌条件,本文重点讨论耐 121℃高温的包装袋结构设计及加工工艺如何适应高温蒸煮的要求。复合软包装材料的结构设计要满足高温杀菌的工艺要求,通常要考虑多方面的因素,除了包材在生产工序中保证自身的功能外,还要更多地考虑内容物的要求,同时兼顾杀菌处理的工艺条件、流通仓储条件和销售使用环节对包材性能的影响。
二十世纪 60 年代,美国为了解决宇航食物的包装而发明了铝塑复合膜,用它包装肉食品,通过高温高压杀菌,可在常温之下存放,保质期长达 1 年以上。铝塑复合膜的作用类似罐头盒,柔软、质轻,因此得名软罐头。在常温下存放保质期较长的肉食品,如使用硬包装容器,还是选用马口铁罐和玻璃瓶;如使用软包装,几乎全部采用铝塑复合膜等。
铝塑复合膜为层压复合多层膜,一般为三层,典型结构是表层/胶黏剂/铝箔/胶黏剂/热封层(CPP)该包装膜的优点是具有美丽的外观和良好的机械性能、高阻隔性能、耐高温蒸煮性能和优良的卫生性且质轻、柔软,因此被广泛用于各种食品的包装。但也存在一些缺陷,如铝箔质地硬脆,与塑料薄膜榨比柔软性不太好等。生产高温燕煮袋用的薄膜基材是满足燕煮条件的基础,通常要根据高温蒸煮袋的蔡煮条件和内容物的特点来确定选用哪些基材、什么规格、组合顺序,要用哪种类型油墨和胶水等。常用的薄膜基材有:BOPET、BOPA、HDPE、RCPP、AL、共挤 EVOH、共挤PVDC、共挤 PE等;目前也有型五层以上共挤膜如:PP/Tie/EVOH/Tie/PP、PP/Tie/PA/EVOH/PA/Tie/PP等;另外还有共聚尼龙 MXD6、陶瓷蒸镀膜如如 SiOxPET12,多层共挤膜和陶瓷蒸镀膜因技术工艺和价格因素的限制,当前在高温蒸煮袋上的应用还不多见。
利达包装的耐高温蒸煮袋,最早是根据 GB/T10004-1988的标准,该标准材料结构只有三层的PET/AL/CPP一种蒸煮条件仅限于121C·40min。10年后进行修订,改为GB/T10004-1998《耐蒸煮复合膜、袋》产品的材料结构有所扩充,包括了 PET/CPP、PA/CPP二层的透明型和 PET/AL/CPP、PA/AL/CPP 三层的不透明型以及 PET/PA/CPP 三层的透明型,还有 PET/ALPACPP 四层的不透明型这三大类。而在产品的物理机械性能方面,则增加了耐介质性、蒸煮后的剥离力和蒸煮后的热合强度这三个项目指标,取消了原来的耐油性项目,突出了该产品的耐高温蒸煮实用性。到2002 年再次修订之后,把耐高温蒸煮袋归人到《包装用复合膜、袋通则》这个标准之中,这个最新的标准。

自立蒸煮袋
详情:
● ≥95% PP 材质
● 高阻隔PP薄膜
● 无金属铝, OTR≤0.5
● 热灌装或巴氏灭菌
● 耐高温 125℃
应用:
● 金枪鱼、酱汁、湿宠物食品

带嘴蒸煮袋
详情:
● ≥96% PP 材质
● 高阻隔PP 薄膜 OTR≤0.5
● 耐高温 125℃ 以上
● PP材质管嘴及管盖
● 可回收 PP
应用:
●果泥、蛋白质、婴儿食品、湿宠物食品



