蒸煮袋的原理及应用
(一)基本原则
根据微生物的普遍致死原理,微生物在高于其最高生长温度的热环境中必然会受到致命的损害,并且随着加热时间的延长而加剧,直至微生物死亡。 
(二)高温灭菌是最常见的灭菌方法,主要分为以下几种:
按温度和时间分类:
| 分类 | 分类条件 | 评论 |
| 水沸腾 | 100℃沸水消毒 | 灭菌时间30min |
| 中温干馏 | 121℃以下(含121℃)蒸煮杀菌 | 灭菌时间40min |
| 高温蒸煮 | 135℃以下高温灭菌(含135℃) | 灭菌时间30min |
2.蒸煮袋,美国FDA称之为“高温复合袋”,分为三个等级:
根据FDA标准:
| 等级 | 时间条件 | 内容物的保质期 |
| 121℃蒸煮袋 | 121℃以下,20-60分钟 | 超过6个月 |
| 135℃蒸煮袋 | 135℃,约20分钟 | 1~2年 |
| 140℃蒸煮袋 | 140℃以下,通常2~5分钟 | 微波加热灭菌 2年内 |
(三)应用
食品生产过程中,常有高温高压杀菌和低温常压杀菌两种烹饪工艺。低温杀菌肉制品由于加热温度较低,口感鲜嫩,各种营养成分得以更好地保存。然而,低温杀菌仅杀死致病菌,残留大量腐败菌,导致保质期较短,在流通环节损耗较大。
另一方面,高温杀菌食品由于加热温度较高,容易过度收缩,导致口感不如低温杀菌产品理想。然而,高温杀菌可以杀灭所有细菌,显著延长保质期,并消除腐败的内部原因。
高温蒸煮杀菌是一种彻底的杀菌工艺,广泛用于肉类、豆制品、部分医药用品和药物注射剂等,以延长其保质期。近年来,该工艺也逐渐应用于板栗、谷物饮料、婴儿食品泥等产品的杀菌。高温蒸煮杀菌通常发生在121℃至135℃之间。目前也有研究发现,包装材料可以承受145℃的超高温杀菌。研究表明,在145℃左右维持约3分钟,即可彻底杀灭耐热致病菌。因此,复合包装材料正被广泛用于此类杀菌。

本文主要从包装内容物的灭菌条件入手,探讨耐高温121℃包装袋的设计与加工工艺。复合包装材料的设计必须满足高温灭菌工艺的要求,需要考虑生产过程中包装材料的功能性、内容物的要求、灭菌工艺条件、储存条件以及包装材料性能在销售和使用阶段的影响等因素。
20世纪60年代,美国发明了铝塑复合膜,用于包装肉类产品,通过高温高压灭菌使其在室温下长期保存,保质期可延长至一年以上。铝塑复合膜又称软罐,质地柔软,重量轻,作用类似于罐头容器。肉制品在室温下长期保存,可选的包装容器包括硬质包装容器、马口铁罐和玻璃瓶。但对于软包装,几乎所有的软包装都使用铝塑复合膜。
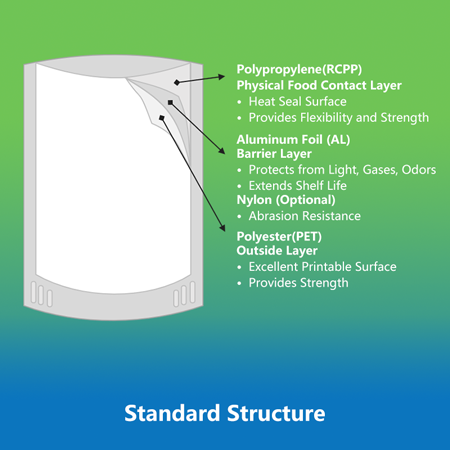
铝塑复合膜由多层(通常为三层)层压而成,其典型结构为表层/粘合剂/铝箔/粘合剂/热封层(CPP)。这类包装膜因其外观精美、机械性能优异、阻隔性高、耐高温、卫生性好等优点而被广泛应用。然而,它们也存在一些缺点,例如铝箔较硬且脆,不如塑料薄膜柔韧。用于高温蒸煮袋的塑料薄膜需根据蒸煮条件和内容物特性确定其选型、规格、材料组合、油墨种类、粘合剂等。常见的塑料薄膜材料有BOPET、BOPA、HDPE、RCPP、AL、共挤EVOH、共挤PVDC、共挤PE等,也有五层及以上多层共挤薄膜,如PP/Tie/EVOH/Tie/PP、PP/Tie/PA/EVOH/PA/Tie/PP等,此外还有共聚酰胺MXD6、陶瓷蒸镀膜SiOxPET12等。但由于技术和成本限制,多层共挤膜和陶瓷蒸镀膜在高温蒸煮袋中的应用尚不普遍。

LD Pack的高温蒸煮袋最初是按照GB/T10004-1988标准开发的,该标准仅有PET/AL/CPP一种材料结构,蒸煮条件为121℃,40分钟。十年后,该标准修订为GB/T10004-1998《蒸煮复合膜及袋》,材料结构扩展至PET/CPP、PA/CPP(双层透明型)、PET/AL/CPP、PA/AL/CPP(三层不透明型)、PET/PA/CPP(三层透明型)、PET/ALPACPP(四层不透明型)。产品物理机械性能方面,增加了耐介质性、剥离强度、蒸煮后热封强度等性能指标,取消了原有的耐油性指标,更加强调产品耐高温蒸煮的实用性。 2002年再次修订后,高温蒸煮袋被纳入最新标准《包装复合膜及袋通则》。

自立蒸煮袋
事实:
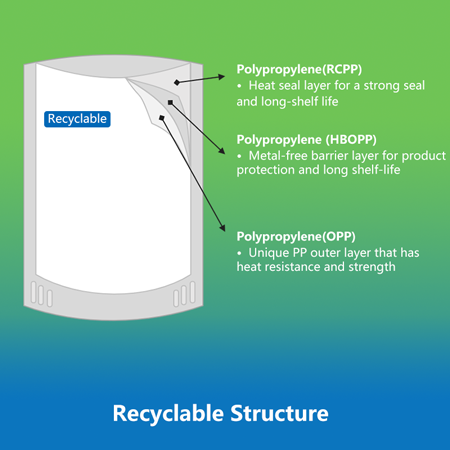
● ≥95% PP 基包装
● 高阻隔PP薄膜
● 不含金属铝,OTR≤0.5
● 热灌装或巴氏杀菌
● 耐高温125℃
应用:
● 金枪鱼、酱汁、湿宠物食品

带嘴蒸煮袋
事实:
● ≥96% PP 基包装
● 高阻隔PP薄膜OTR≤0.5
● 125℃以上高温蒸煮
● PP材质壶嘴和壶盖
● PP回收利用性能好
应用:
● 果泥、蛋白质、婴儿食品、湿宠物食品