共挤复合膜加工工艺
共挤薄膜工艺流程图
共挤薄膜工艺流程图包括原料自动称量加料、挤出机塑化、多层共挤模头吹膜、冷却成型、复卷、共挤薄膜工艺流程图。
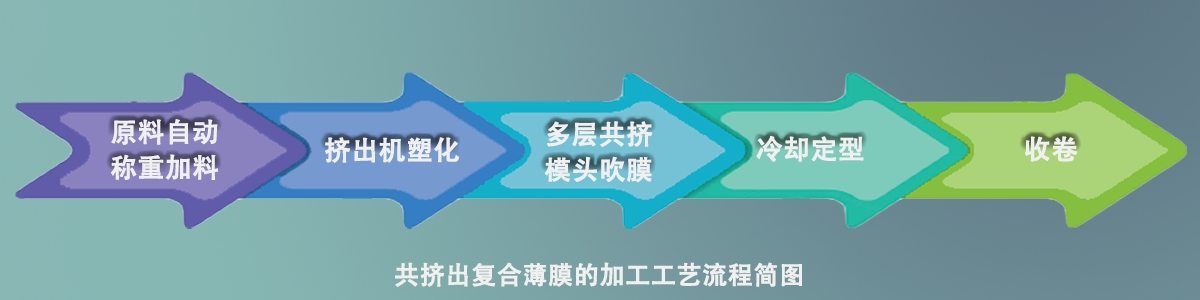
原料自动称量供料系统:按照配方比例,自动称量、供料原料,提高生产效率。
挤出机塑化:颗粒经料斗注入挤出机,树脂熔融呈现熔融滚动流动状态,塑料熔体在螺杆推动下,以旋转方式流经滤网,滤除未塑化物料及未熔融杂质,并变熔体旋转为直流。
多层共挤模头吹膜:不同原料的熔体以相同的速率、不同的顺序通过各自的流道均匀地进入模头并重新复合,然后通过可调节的模唇流出复合成型品。
冷却定型:薄膜由模唇流入冷却辊或叶片冷却装置或水冷装置,然后通过牵引系统以一定的速度导出。在共挤复合薄膜生产中,冷却过程对产量和产品质量影响很大。冷却不均匀会影响薄膜的厚度、透明度和表面光泽度。冷却定型后,共挤薄膜的厚度由自动测厚系统测量,并将信息反馈给执行机构,调节挤出机的螺杆转速和牵引速度,从而控制薄膜的质量。
复卷:复卷后入库包装,即为成品多层共挤薄膜。
共挤膜原材料
多层共挤原料按功能分类如下:
1.聚烯烃(PO)
按主要类别一般可分为聚乙烯(PE)和聚丙烯(PP)
- 由于聚烯烃易于热封焊接,绝大多数多层共挤薄膜采用聚烯烃作为热封层。一般在相对低温的应用场合采用聚乙烯(PE)作为热封层,(如多层共挤薄膜中的聚烯烃材料一般起到冷冻、水煮等作用) ,相对高温的应用场合采用聚丙烯(PP)作为热封层(如微波、高温蒸煮等)。
- 由于聚烯烃的疏水特性,聚烯烃在多层共挤薄膜中起到了阻隔水蒸气的作用。
- 聚烯烃由于成本相对较低,在多层共挤薄膜中除可用作功能层、结构层、粘结层外,还可用作填充层。
2.聚酰胺(PA)
聚酰胺又称尼龙,具有优异的韧性和强度,一般用作多层共挤薄膜的结构层。同时,聚酰胺本身对氧气具有中等的阻隔能力,在一些使用条件不太严格的场合也可直接用作阻隔层。聚酰胺属于亲水性材料,吸水后(如水浴、蒸汽灭菌)材料性质会发生明显变化,使用时必须注意,以免造成不必要的损失。
3.乙烯-乙烯醇共聚物(EVOH)
EVOH是一种非常优异的氧气阻隔材料,在正常使用条件下,其氧气阻隔性是塑料中最好的。EVOH是一种共聚物,根据共聚物中乙烯含量的不同,一般分为29mol%EVOH、32mol%EVOH、38mol%EVOH和44mol%EVOH。乙烯含量越低,EVOH的氧气阻隔能力越强,但加工难度也越大。目前在肉类包装中用量最大的是38mol%EVOH。
各种材料的OTR比较(相对湿度为0)
样本 | 氧还蛋白 | |
立方厘米·20u/cm2 ·天·大气压 | 立方厘米·密耳/100英寸2 ·天·大气压 | |
索阿诺尔D,DT(29mol%) | 0.23 | 0.012 |
索阿诺尔D,C(32mol%) | 0.30 | 0.015 |
索阿诺尔E,ET(38mol%) | 0.53 | 0.027 |
索阿诺尔A,AT(44mol%) | 1.20 | 0.061 |
低密度聚乙烯 | 7900 | 400 |
高密度聚乙烯 | 3600 | 182 |
聚丙烯(PP) | 3900 | 197 |
双轴取向聚丙烯 | 2300 | 116 |
双轴取向聚苯乙烯 | 3900 | 197 |
聚碳酸酯(PC) | 4500 | 228 |
PVC:硬质 | 130 | 6.6 |
聚氯乙烯:对苯二甲酸乙二醇酯=30% | 2000 | 100 |
可挤压高阻隔性PVDC | 3.0 | 0.15 |
宠物 | 69 | 3.5 |
聚酰胺(尼龙6) | 76 | 3.8 |
双轴取向尼龙 | 23 | 1.2 |
改性聚丙烯腈 | 16 | 0.81 |
双轴取向PVA | <0.10 | <0.005 |
EVOH与PA类似,也是一种易吸湿的材料。吸湿后EVOH的OTR会明显升高,如果这种升高是由于煮沸或蒸煮灭菌引起的,一般几天内就会恢复。如果长期在高温高湿环境下使用,EVOH的阻隔性会降低。一般以10cc/m·day·bar作为高阻隔性和中阻隔性的分界线。EVOH和PVdC属于高阻隔性材料,而PA属于中阻隔性材料。
4.聚偏二氯乙烯(PVdC)
PVdC也是一种良好的氧气阻隔材料,虽然在一般情况下其氧气阻隔能力不如EVOH。但PVdC的氧气阻隔性比较稳定,几乎不随湿度变化。PVdC一般用作火腿肠等肉制品的外包装,以及收缩包装的阻隔层。
5. 粘合树脂(粘结剂)
聚烯烃材料是非极性的(油性),而PA或EVOH等功能性材料是极性的(水性),而极性材料和非极性材料的相容性一般不太好(油水不溶),因此如果将这些材料直接共挤,会出现非常严重的分层问题。
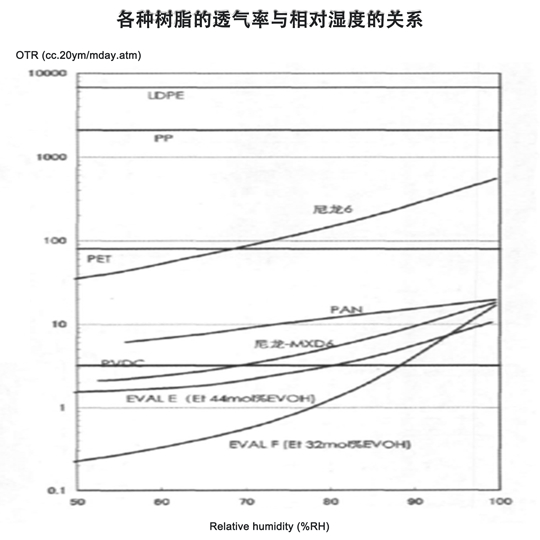
各种树脂的OTR与相对湿度的关系
因此,在多层共挤生产过程中,需要在层间增加粘结层。根据PE与PA或EVOH粘结,以及PP与PA或EVOH粘结的区别,粘结层的材料一般可以粗略地分为PE类粘结树脂和PP类粘结树脂。无论采用哪种粘结树脂,都会在载体树脂上进行一定的接枝改性,增加酸酐结构。在多层共挤过程中,这些接枝改性部分与相邻层发生反应,形成稳定牢固的界面。
6.加工助剂
在多层共挤加工中,也需要使用一些加工助剂来使整个加工过程更加顺畅,或起到其他一些功能性的作用。加工助剂可以在加工过程中根据需要添加,而且许多品牌的原料树脂本身也含有相当多的加工助剂。使用最广泛的加工助剂是润滑剂和开口剂。
润滑剂一般用于提高薄膜的耐摩擦性。根据不同的包装形式,对材料本身或材料与设备之间的耐摩擦性有不同的要求。例如,在在线高速立式灌装包装设备中,一般要求材料的摩擦系数较低,而在拉伸膜应用中,摩擦系数则不需要那么低。共挤加工中最常用的润滑剂有芥酸酰胺、油酸酰胺、硬脂酰胺等酰胺类。
开口剂又称防粘剂,主要作用是防止薄膜/袋子粘连。最常用的防粘剂是二氧化硅类物质。此外,还会根据需要添加一些功能性助剂,如防雾剂、抗静电剂、抗紫外线剂、抗氧化剂以及一些色母粒等。
声明:本文由LD PACK撰写, LD PACK保留所有权利。内容仅供参考,如有错误,请指正。未经许可不得转载,否则LD PACK将保留追究其法律责任的权利。如有任何技术问题,请发送邮件至sales@ldpack.com进行讨论。